
Uw printer maakt gebruik van een High Flow-vacuümsysteem om materiaal op de printertafel te kunnen vasthouden. Om de luchtkamer leeg te pompen wordt gebruik gemaakt van drie vacuümpompen. Voor een effectieve werking tijdens het printen, moeten alle openingen in de vacuümtafel worden afgedekt.
|
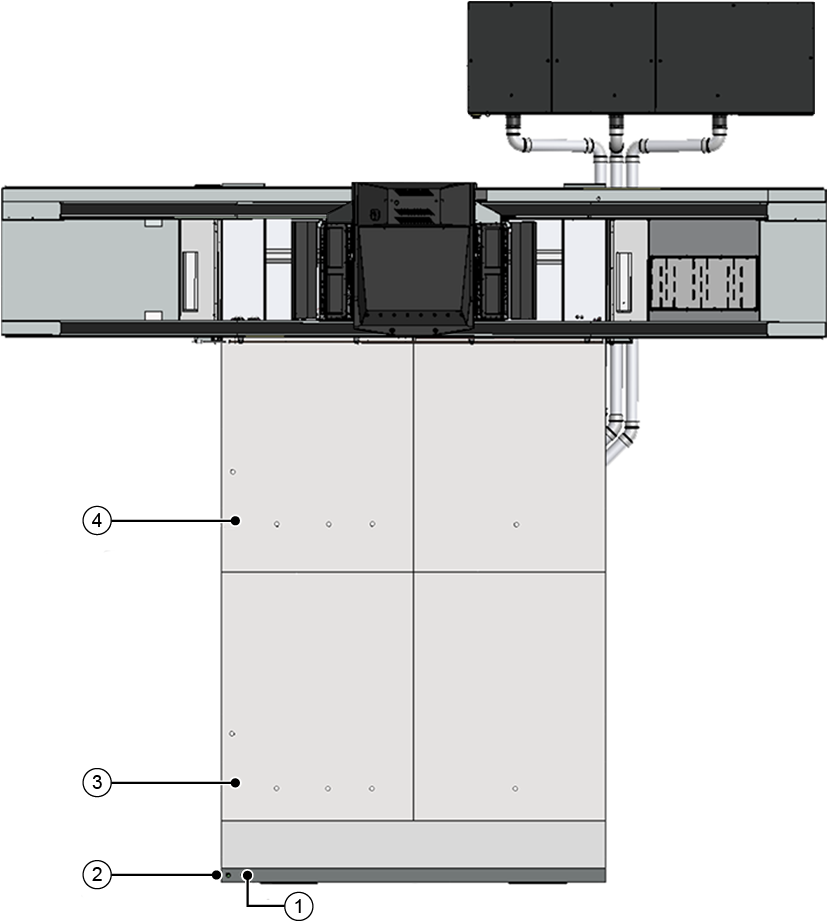
Label |
Beschrijving hardware |
|---|---|
|
1 |
Vacuümmeter |
|
2 |
Startknop printen |
|
3 |
Oorsprong afdrukzone A |
|
4 |
Oorsprong afdrukzone B |
De tafel kan worden gebruikt met twee afdrukzones: A en B. Hierdoor is het mogelijk af te drukken vanuit twee bronnen op één vel (zie hoofdstuk 6). Vrijliggende vacuümopeningen moeten bij het afdrukken worden afgedekt.
Er bevindt zich een vacuümmeter op de tafel. Deze geeft de werkelijke vacuümdruk in de tafel visueel weer.
Als de vacuümteller een waarde minder dan 40"H2O aangeeft, de vacuümontluchters gesloten en alle vacuümopeningen zijn afgedekt met I/O-papier of gelijksoortig niet-poreus materiaal, is er mogelijk sprake van een lek in het vacuümsysteem. Neem in dat geval contact op met de serviceafdeling.
Als u afdrukt op poreus materiaal of de instellingen voor de vacuümontluchters verlaagt, geeft de teller mogelijk een waarde lager dan 40"H2O aan. Dit kan in bepaalde omstandigheden acceptabel zijn.
Er zijn twee afdrukzones: A en B. Beide zones hebben een eigen oorsprong en uitlijnpennen.
Via het vacuümpedaal wordt het tafelvacuüm in- of uitgeschakeld. Zodoende kan de bediener het materiaal op de vacuümtafel vastzetten, omdat hij hiervoor zijn handen vrij heeft. Het vacuüm moet worden ingeschakeld voordat een afdruk wordt gestart, en het vacuüm kan niet worden uitgeschakeld voordat een afdruk is voltooid.
Er zijn twee pedalen voor de printer. Beide pedalen hebben de volgende functionaliteit:
Als de pompen in de stand ‘Uit’ staan, worden ze met het pedaal in de stand ‘Aan’ gezet en worden de vacuümpompen geopend.
Als de pompen in de stand ‘Aan’ staan, kunnen de vacuümopeningen met het pedaal afwisselend worden geopend en gesloten. Om de pompen uit te schakelen, klikt u op het Pomp-pictogram in de printerinterface.
De uitlijnpinnen voor media worden omhoog of omlaag bewogen (pedaal 2 seconden ingedrukt houden) op de respectieve afdrukzone.
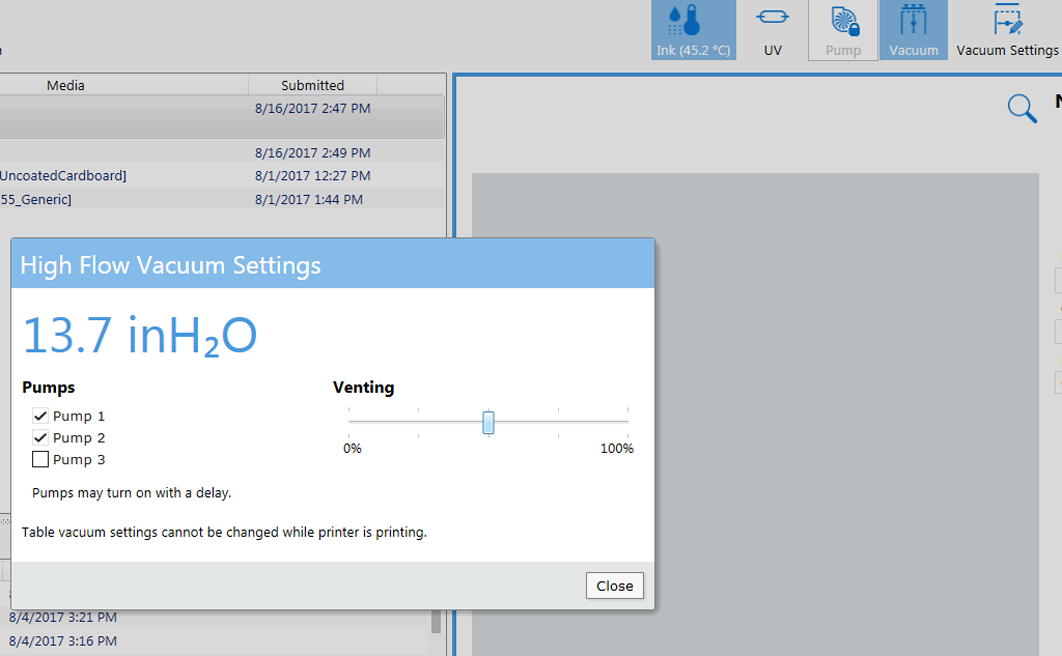
Er zijn drie vacuümpompen aan de vacuümtafel verbonden. Klik op het pictogram ‘Vacuüminstellingen’ om het venster ‘Vacuüminstellingen’ te openen. Hier kunt u het aantal actieve vacuümpompen instellen. De vacuümpompen blijven tijdens de looptijd van de afdrukopdracht(en) ingeschakeld. De toevoer van de vacuümpompen naar de tafel worden geregeld met drie vacuümventielen. Om het vacuüm naar de tafel in en uit te schakelen, opent en sluit u de vacuümventielen door de pedaalschakelaar te gebruiken of door in de interface op het Vacuüm-pictogram te klikken. Het pictogram met de pomp wordt gebruikt om de actieve vacuümpompen in en uit te schakelen. Aangezien een pomp tijd nodig heeft om een volledig vacuüm te bereiken, is het niet efficiënt om de vacuümpompen tussen verschillende afdrukken in en uit te schakelen.
De pompen worden NIET automatisch uitgeschakeld na een periode van inactiviteit. De pompen moeten worden uitgeschakeld met het pictogram in de gebruikersinterface of met de AC-voedingsschakelaar op de pompbehuizing.
Er zijn vacuümontluchters aanwezig voor afdrukken op golfkarton. De ontluchters kunnen worden gebruikt om het vacuüm en de luchttoevoer in de tafel te verminderen. Door dit te regelen is het mogelijk dichter langs de randen van golfkarton af te drukken. Er zijn verschillende ontluchtingsniveaus: 0%, 25%, 50%, 75%, 100%. Klik op het pictogram ‘Vacuüminstellingen’ om het venster ‘Vacuüminstellingen’ te openen. Hier kunt u het ontluchtingsniveau instellen.
Als u dicht bij de rand van het materiaal print, opent u de ontluchters zo ver mogelijk terwijl het materiaal wel omlaag wordt gehouden. Raadpleeg de vacuümmeter om de ideale waarde 10"H2O tot 15"H2O te verkrijgen, afhankelijk van het materiaal en hoe dicht u bij de rand print.
Het aantal actieve pompen, het ontluchtingsniveau en de materiaalkenmerken zijn van invloed op het vereiste vacuüm om het materiaal op de tafel vast te houden. De operator kan bepalen of het vacuüm voldoende is om het materiaal goed op de vacuümtafel vast te houden zonder dat de afdrukkwaliteit wordt beïnvloed.
Als uw materiaal niet de gehele vacuümtafel bedekt, moet u het gebied rond het materiaal afdekken om een gesloten vacuümsysteem te creëren. Gebruik hiervoor overgebleven materiaal of niet-poreus materiaal dat dunner is dan het media dat wordt gebruikt om de tafel af te dekken. Het afdekmateriaal moet worden ingevoegd onder de rand van het materiaal met een overlap van 5 tot 25 mm.
Als er geen overlap of rand is tussen het materiaal en het afdekmateriaal, kan er op de tafel inkt worden afgezet rond de materiaalrand.
Als zich inkt op de tafel ophoopt, dient de inkt te worden verwijderd. Als de inkt niet wordt verwijderd, kan de doorvoerhoogte nadelig worden beïnvloed, en dit kan ertoe leiden dat de vacuümtafel het materiaal niet meer goed kan vasthouden. Om de inkt te verwijderen, adviseren wij het gebruik van een verfkrabber met een recht mes.
Ga niet staan en leun niet op de uiteinden van de vacuümtafel van de printer waar de waarschuwingslabel is aangebracht.

Als er druk op de rand van de vacuüm-overlay wordt uitgeoefend, kan deze doorbuigen of vervormen waardoor het vlak van de printertafel (en dus de afdrukkwaliteit) nadelig wordt beïnvloed. Hetzelfde geldt voor de gehele tafel, maar hier geldt dat weinig druk acceptabel is (bijvoorbeeld steunen op de tafel om het midden te bereiken).