
Las impresoras de las Arizona 6100 XTS Mark II series utilizan un sistema de vacío para fijar el soporte rígido de impresión a la mesa. Dos bombas de vacío independientes proporcionan vacío a la mesa, que se divide en varias zonas de vacío. La bomba 1 proporciona vacío a las zonas A y C. El operador puede controlar el caudal de vacío en la zona C con la válvula de activación/desactivación manual. La bomba 2 proporciona vacío a la zona B. Todas las impresoras se suministran con zonas de vacío en unidades métricas. Un técnico de servicio cualificado puede cambiar la configuración de métrica a imperial en las dependencias del cliente (si es preciso, puede hacerlo el técnico que instale la impresora).
El control independiente de las zonas permite al operador imprimir en una configuración doble sin apenas tiempo de inactividad. Por ejemplo, puede suprimir un panel impreso y registrar un panel nuevo en la zona A mientras la impresión prosigue en la zona B. Esto se denomina modo de doble origen (la impresión con doble origen se explica en la próxima sección).
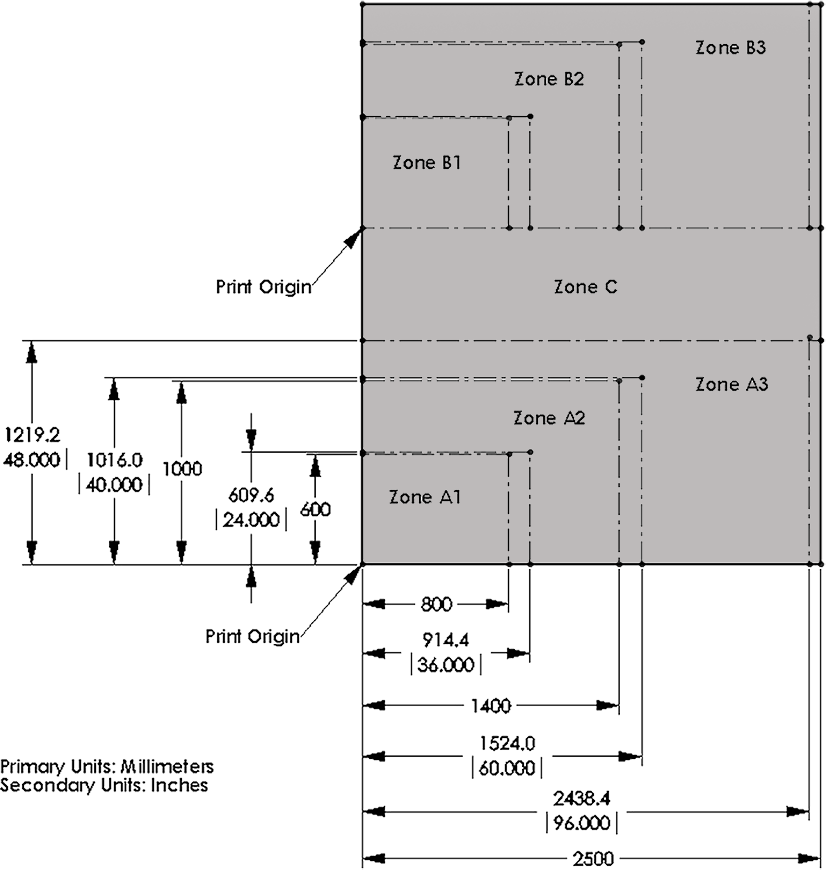 Configuraciones de zonas de vacío
Configuraciones de zonas de vacíoComo se aprecia en la ilustración, hay tres zonas A y tres zonas B. Estas zonas se controlan con las palancas de vacío. Las zonas B1 y A1 siempre están activas cuando el vacío se encuentra activado. Las zonas A2, A3, B2 y B3 se controlan mediante la posición de las dos palancas de vacío izquierdas y las dos derechas. La palanca de vacío central controla la zona C. Determina si la zona está activa o inactiva cuando el vacío se encuentra activado.
El sistema de vacío mantiene fijo el material en la mesa de la impresora. Las zonas están dispuestas con arreglo a las dimensiones de material habituales. Si se activa una zona, debe enmascarar cualquier parte de ella que no cubra el material.
Si una zona activa está bien sellada, el manómetro de vacío indica 20" Hg o más. Si el manómetro de vacío indica menos de 10"Hg (34 kPa) para una zona activa aunque usted se haya cerciorado de que el área está correctamente enmascarada y precintada, quizá haya una fuga en el sistema de vacío. No obstante, recuerde que si el material es poroso aparecerán niveles de vacío más bajos. Llame al servicio técnico sólo si constata que la zona está correctamente enmascarada y la lectura del manómetro se mantiene en un valor bajo.
Para colocar el material en el origen de impresión B (A es el origen predeterminado) debe especificarlo en el software de ONYX o una vez enviado el trabajo en la pantalla del trabajo de impresión (como se explica en la sección siguiente, "Impresión con doble origen").
El material puede ocupar varias zonas, pero si se va a activar una zona, toda el área de la misma no cubierta por material se debe enmascarar para que queden tapados todos los agujeros de vacío.
Si no hay material en la zona central, puede desactivarla con la válvula manual situada en el extremo de la zona 1 de la impresora.