
A impressora utiliza um sistema de vácuo de baixo fluxo e alta pressão para segurar o material a imprimir na mesa da impressora. É usada uma bomba de vácuo para evacuar o ar entre o revestimento e a mesa. As três portas de alimentação de ar na superfície da mesa ligam à bomba de vácuo através de uma série de válvulas de fluxo operadas manualmente. Estas válvulas são usadas para ativar ou desligar a zona simples predefinida ou quaisquer aonas de vácuo personalizadas. Para que o sistema funcione eficazmente, durante a impressão todos os orifícios no topo da superfície da folha de revestimento ligada a uma zona de vácuo têm de estar cobertos. Isto cria um sistema de vácuo fechado. É fornecida uma válvula de sangria para ajustar o nível de vácuo, se necessário.
Zonas de vácuo predefinidas
A impressora é fornecida de fábrica configurada com uma zona de vácuo grande que acomoda o tamanho de material máximo. Existem duas configurações de zonas de vácuo personalizadas, uma para unidades métricas outra para imperiais. Estas zonas podem ser definidas para tamanhos de material personalizados e podem ser alteradas chamando o técnico de assistência.
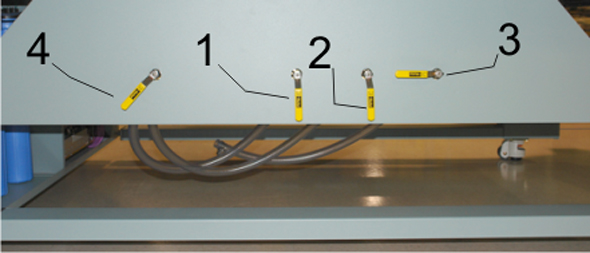 Válvula de sangria de vácuo e Manípulos de controlo da zona de vácuo
Válvula de sangria de vácuo e Manípulos de controlo da zona de vácuo|
1 - Zona 1 aberta |
2 - Zona 2 aberta |
||
|
3 - Zona 3 fechada |
4 - Válvula de sangria parcialmente aberta |
Estes controlos destinam-se a ser utilizados com zonas de vácuo personalizadas. Se utilizar apenas a definição de fábrica de uma zona grande, certifique-se de todos os manípulos estão na posição aberta. Quando cria zonas personalizadas, as três válvulas de controlo são usadas para controlar quais as zonas da mesa da impressora que têm vácuo quando a bomba de vácuo da mesa é ligada. Para fechar uma zona, rode o manípulo de controlo um quarto de volta para a direita.
Quando a mesa da impressora tiver apenas uma zona de vácuo grande tem de mascarar a área à volta do material para criar um sistema de vácuo fechado. Utilize resíduos de material ou material com a mesma ou menos espessura do que o material para mascarar a mesa. Além disso, quando criar zonas de vácuo personalizadas, se o material não cobrir toda a zona, tem de mascarar qualquer parte exposta da mesa nessa zona. Pode identificar quando o vácuo está selado pelo som que faz e pelo manómetro de vácuo, que tem de apresentar uma leitura de, pelo menos, 20 "Hg.
O pedal de vácuo liga ou desliga o vácuo da mesa. Ajuda a fixar o material à mesa de vácuo uma vez que permite a operação sem mãos. O vácuo tem de ser ligado antes de começar a imprimir e o vácuo não pode ser desligado até que a impressão esteja concluída.
O manípulo da válvula de sangria está à esquerda dos três manípulos de controlo de vácuo. Esta válvula de sangria pode ser ajustada para controlar a quantidade de sucção de vácuo no material. Menos sucção reduz os artefactos causados pela sucção ao imprimir num material flexível. Se observar ondulações no material com o mesmo tamanho e localização que os furos da mesa de vácuo, introduza sangria até que as ondulações desapareçam do material.
A válvula de sangria está desligada quando o seu manípulo está na posição horizontal. Para ativar a válvula de sangria, rode o manípulo para a posição vertical. Quanto mais perto o manípulo estiver da posição vertical, mais a pressão de vácuo é reduzida.
O manómetro de vácuo encontra-se de lado na mesa, por cima e à esquerda dos manípulos da válvula de sangria. Fornece uma representação visual da pressão real no sistema da mesa de vácuo.
Utilize o manómetro de vácuo para determinar se a zona está mascarada corretamente. Quando a zona ativa está mascarada corretamente, o manómetro apresenta uma leitura de 20"Hg (68 kPa) ou superior. Pequenas fugas podem reduzir este número e, assim, a eficiência do vácuo. Material poroso também pode degradar o efeito do vácuo.
Se o manómetro de vácuo para uma zona ativa apresentar uma leitura inferior a 10"Hg (34 kPa) e se se tiver certificado de que a área está mascarada corretamente e tapada, pode existir uma fuga no sistema de vácuo. Chame o serviço de assistência apenas se tiver determinado de que a zona está mascarada corretamente e o manómetro apresentar uma leitura consistentemente baixa.
Se ocorrer acumulação de tinta na folha de revestimento, retire a tinta. Se não for removida, o intervalo de impressão pode ser afetado o que pode afetar a capacidade da mesa de vácuo para fixar corretamente o material. Para remover a tinta, recomendamos que utilize um raspador de tinta com uma lâmina de aresta direita (pode encontrar este tipo de raspador numa loja de ferramentas local). Consulte a secção Manutenção para obter instruções mais detalhadas.