
La impresora utiliza un sistema de alta presión y bajo caudal para fijar el material de impresión a la mesa. Una bomba de vacío sirve para evacuar el aire entre la lámina y la mesa. Tres puertos neumáticos situados en la superficie de la mesa se conectan a la bomba de vacío a través de varias válvulas de caudal accionadas a mano. Estas válvulas sirven para activar o desactivar la zona predeterminada o las zonas de vacío personalizadas. Para que el sistema funcione eficazmente durante la impresión, hay que cubrir todos los orificios circulares de la superficie superior de la lámina de recubrimiento conectada a una zona de vacío activa. Así se crea un sistema de vacío cerrado. Hay una válvula de purga para regular el nivel de vacío en caso necesario.
Zonas de vacío predeterminadas
La impresora se suministra de fábrica preconfigurada con una gran zona de vacío donde cabe el tamaño de material máximo. Se aconsejan dos configuraciones de zonas de vacío personalizadas: una para unidades métricas y otra para unidades imperiales. Estas zonas se pueden preparar para los tamaños de material habituales y modificar mediante una llamada al servicio técnico.
 Válvula de purga de vacío y palancas de control de la zona de vacío
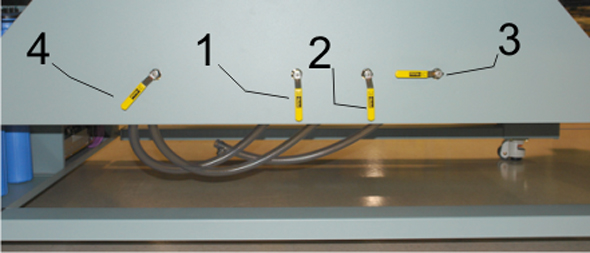
Válvula de purga de vacío y palancas de control de la zona de vacío|
1 - La zona 1 está abierta |
2 - La zona 2 está abierta |
||
|
3 - La zona 3 está cerrada |
1 - Válvula de purga parcialmente abierta |
Estos controles están destinados a las zonas de vacío personalizadas. Si se limita a usar la gran zona de vacío predeterminada de fábrica, cerciórese de que estas tres palancas estén en la posición abierta. Cuando se crean zonas personalizadas, las tres válvulas de control permiten determinar en cuáles de las tres zonas de la mesa se aplica el vacío cuando se conecta la bomba de vacío. Para cerrar una zona, gire la palanca de control un cuarto de vuelta en el sentido de las agujas del reloj.
Cuando la mesa de la impresora sólo tiene una gran zona de vacío, hay que enmascarar el área circundante del material para crear un sistema de vacío cerrado. Para enmascarar la mesa, aproveche restos de material o material con grosor inferior o igual al del material de impresión. Además, si crea zonas de vacío personalizadas y el material no cubre una zona completa, deberá enmascarar todas las partes visibles de la mesa que haya en esa zona. Se sabe que el vacío ha quedado sellado por el sonido que produce y mediante el manómetro de vacío, que debe indicar al menos 20 "Hg.
El pedal de vacío activa y desactiva el vacío de la mesa. Al dejarle las manos libres, ayuda al operador a fijar el soporte a la mesa de vacío. Hay que activar el vacío antes de empezar a imprimir y no se puede desactivar hasta que ha terminado la impresión.
La palanca de la válvula de purga se encuentra a la izquierda de tres las palancas de control de vacío. Esta válvula de purga puede regularse para controlar la cantidad de succión de vacío en el material. Con poca succión disminuyen los artefactos originados con la succión cuando se generan imágenes en soportes flexibles. Si el material presenta hoyuelos con igual tamaño y posición que las perforaciones de la mesa de vacío, purgue hasta que desaparezcan.
La válvula de purga está cerrada cuando su palanca se halla en posición horizontal. Para abrir la válvula de purga, gire la palanca a la posición vertical. Cuanto más cerca esté la palanca de la posición vertical, más se reducirá la presión de vacío.
El manómetro de vacío se halla en el lateral de la mesa, por encima y a la izquierda de las palancas de la válvula de purga. Este manómetro indica la presión de vacío real en el sistema de la mesa de vacío.
Use el manómetro de vacío para saber si una zona está correctamente enmascarada. Cuando la zona activa esté correctamente enmascarada, el manómetro indicará 20"Hg (68 kPa) o más. Las fugas leves pueden reducir este valor y, por tanto, la eficiencia del vacío. Los materiales porosos también pueden perjudicar el efecto de vacío.
Si el manómetro de vacío indica menos de 10"Hg (34 kPa) para una zona activa aunque usted se haya cerciorado de que el área está correctamente enmascarada y precintada, quizá haya una fuga en el sistema de vacío. Llame al servicio técnico sólo si constata que la zona está correctamente enmascarada y la lectura del manómetro se mantiene en un valor bajo.
Si en la lámina de recubrimiento se acumula tinta, quítela. De lo contrario, puede alterar la distancia de impresión y, en consecuencia, la capacidad de la mesa de vacío para fijar el material correctamente. Para quitar la tinta, le aconsejamos utilizar una rasqueta de pintura con cuchilla recta, de venta habitual en ferreterías. Para obtener instrucciones más detalladas, consulte el capítulo de mantenimiento.