
This chapter describes the most important times used in handling the output flow to external finishers. A different chapter will explain the effect the times have on the productivity.
These times are included in the MST table which is accessible on the PRISMAsync controller under service mode. In most cases there is a predefined value. This value can be changed. See Appendix A for an example of such MST table.
Sheets leave the printer at the 3rd party outlet with a certain paper path speed and a certain time between the sheets. For 3rd party finishing purposes it can be necessary to adapt this productivity to the capabilities of the external finisher. The following speed parameters can be set to adapt the behaviour of the printer to the external finisher.
The external finisher needs a certain minimum time to process a sheet. When the sheet interval time of the printer is smaller than the external finisher can handle, the printers sheet interval time can be increased with a parameter. The printer will always respect this minimum sheet interval time (T1).
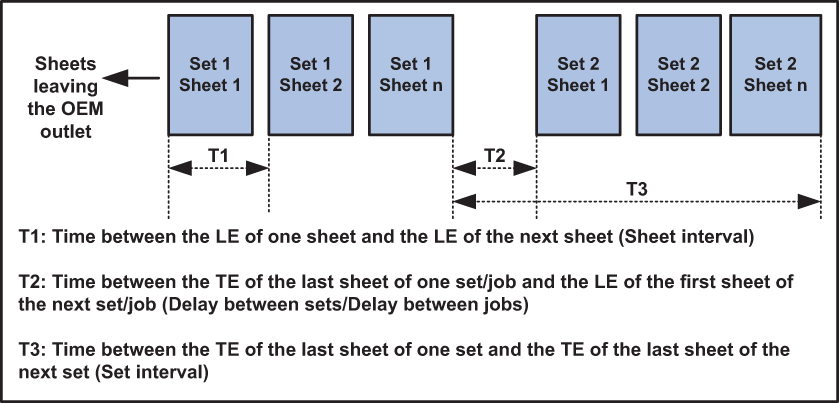 Inter sheet and set timing
Inter sheet and set timing
The external finisher needs a certain minimum time to process a set. While processing the set the external finisher cannot receive sheets for the following set. One such example is a booklet-maker, which needs a certain time to staple and fold the booklet while it cannot receive sheets for the following set. For this situation the minimum delay between sets (T2) can be increased.
The external finisher needs a certain minimum time to process a set. While processing the set the external finisher can receive sheets for the following set.
For this situation the minimum set interval time (T3) can be increased. One such example is a glue-binder, which needs a certain time to glue a set while it can receive sheets for the following set.
The parameters are all minimum delays. Depending on the printers scheduling mechanism these delays will be increased to the nearest value possible in the printers scheduling mechanism.
The timing is all based on the printer's nominal timing. Whenever an external finisher pulls out a sheet on a higher speed, this influences the timing.