Introduzione
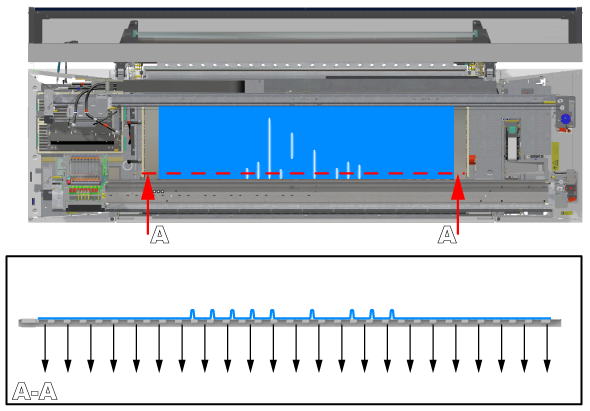
Risolve i contatti dei supporti o gli artefatti della qualità di stampa causati dall'increspatura dei supporti nella direzione di trasporto. Se si utilizzano supporti flessibili, come tessuti o tele, che non vengono alimentati correttamente nella stampante, oppure se si utilizza un tipo di supporto sensibile all'umidità, il supporto può iniziare a incresparsi sul piano di aspirazione nella direzione di trasporto. Seguire la procedura descritta di seguito. Se il problema si risolve, è possibile interrompere la procedura.
Procedura
-
Quando si nota un'increspatura dei supporti nei primi metri di stampa (incidentale, dopo un periodo di inattività):
-
L'increspatura è causata dall'umidità. Regolare l'impostazione [Moist sensitivity] nel RIP.
Modifica delle impostazioni dei supporti.
-
Quando si nota un'increspatura dei supporti nei primi metri della stampa (strutturale):
-
Regolare l'impostazione [Print gap] nel RIP sul valore [High] .
Modifica delle impostazioni dei supporti.
-
Aumentare le impostazioni di [Vacuum power] nel RIP. Aumentare per incrementi del 10%. Per ogni incremento del quale si è aumentata e modificata l'impostazione: ricaricare i supporti prima di continuare a stampare. Osservare il movimento dei supporti sul piano di aspirazione prima di aumentare di nuovo la potenza di aspirazione.
Modifica delle impostazioni dei supporti.
-
Una volta settata correttamente l'impostazione [Vacuum power], riportare l'impostazione [Print gap] nel RIP su [Medium] .
Modifica delle impostazioni dei supporti.
-
Eseguire la calibrazione dei supporti.
Taratura dei supporti.
-
Quando si vede l'increspatura dei supporti dopo 1 - 3 metri:
-
Caricare la bobina supporti in posizione 1.
Caricamento di una bobina supporti (posizione 1).
-
Alimentare manualmente i supporti.
-
Tagliare manualmente il bordo superiore dei supporti.
-
Usare un diverso tipo supporti.